
منتج


SUS304 / مخفض مركزي مطلي بالتفلون
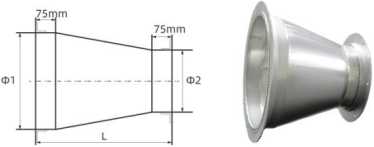

| المقالة رقم. | القطر (مم) | القطر (مم) | الطول (مم) | سمك (مم) |
| إعادة-0100 | 100 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0150 | 150 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0200 | 200 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0250 | 250 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0300 | 300 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0350 | 350 |
|
| 0.8 (أو طلب العميل) |
| إعادة-0400 | 400 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0450 | 450 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0500 | 500 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0550 | 550 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0600 | 600 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0650 | 650 |
|
| 1.0 (أو طلب العميل) |
| إعادة-0700 | 700 |
|
| 1.2 (أو طلب العميل) |
| إعادة-0750 | 750 |
|
| 1.2 (أو طلب العميل) |
| إعادة-0800 | 800 |
| La01-O>2+150 | 1.2 (أو طلب العميل) |
| إعادة-0850 | 850 | <01 | or | 1.2 (أو طلب العميل) |
| إعادة-0900 | 900 | أصغر من①1 | مخصصة وفقا لاحتياجات العملاء | 1.2 (أو طلب العميل) |
| إعادة-0950 | 950 |
| طلب الزبون | 1.2 (أو طلب العميل) |
| إعادة 1000 | 1000 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1100 | 1100 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1200 | 1200 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1300 | 1300 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1400 | 1400 |
|
| 1.5 (أو طلب العميل) |
| إعادة 1500 | 1500 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1600 | 1600 |
|
| 1.5 (أو طلب العميل) |
| إعادة-1700 | 1700 |
|
| 2.0 (أو طلب العميل) |
| إعادة 1800 | 1800 |
|
| 2.0 (أو طلب العميل) |
| إعادة 1900 | 1900 |
|
| 2.0 (أو طلب العميل) |
| إعادة 2000 | 2000 |
|
| 2.0 (أو طلب العميل) |
| إعادة 2500 | 2500 |
|
| 2.5 (أو طلب العميل) |
| إعادة 3000 | 3000 |
|
| 2.5 (أو طلب العميل) |
| إعادة-3600 | 3600 |
|
| 2.5 (أو طلب العميل) |
ملحوظة:
قطر القناة أكثر من 2000 مم متاح عند الطلب.
تم تصنيع سماكة مجاري الهواء وفقًا لمعايير إنشاء مجاري الهواء الصناعية الدائرية SMACNA** من الفئتين 1 و5 عند الضغط -2500Pa (-10 in.wg). ويمكن أيضًا تغييرها حسب طلب العميل.
1. يجب أن يتم سفع جزء مجرى الهواء المراد طلاؤه (بما في ذلك سطح الحافة داخل الأنبوب)، ويجب أن تتوافق خشونة السفع الرملي مع خشونة 3.0 G/S76، 40μm أو أكثر، وجزيئات الرمل المتبقية والغبار المعدني بالخارج يجب إزالة الأنبوب بعد السفع الرملي.تأكد مما إذا كان سطح قطعة عمل القناة نظيفًا وأن قطعة العمل مغطاة بورق الألمنيوم.
2. اسحب تجهيزات الأنابيب إلى غرفة الطلاء، وابدأ الطلاء، والرش باستخدام آلة طلاء المسحوق الكهروستاتيكي وأنبوب مسدس الرش الممتد، واضبط وقت التلبيد بشكل معتدل وفقًا لخصائص المواد الخام لمدة 15 إلى 20 دقيقة، ونطاق درجة حرارة التلبيد هو 285 درجة ~ 300 درجة مئوية.
3.100% فحص الجودة الإجمالية (الكشف عن سمك الفيلم، كشف الثقب)، مع جهاز اختبار سمك الفيلم للكشف عن سمك طبقة الطلاء.سمك الفيلم 260 ± 30 ميكرومتر.يتم استخدام كاشف الثقب لاكتشاف ما إذا كان الطلاء يحتوي على ثقوب.اضبط جهد الكشف القياسي إلى 2.5 كيلو فولت، إذا كانت هناك إبر تحتاج إلى الإصلاح أو إعادة العمل.يجب تسجيل نتائج اختبار سماكة الفيلم والثقب بعد فحص الجودة في "نموذج فحص جودة Duct Coatung".
4. قطر القناة أكثر من 2000 مم متاح عند الطلب.سمك القناة مبني على SMACNA.ويمكن أيضًا تغييرها حسب طلب العميل.









